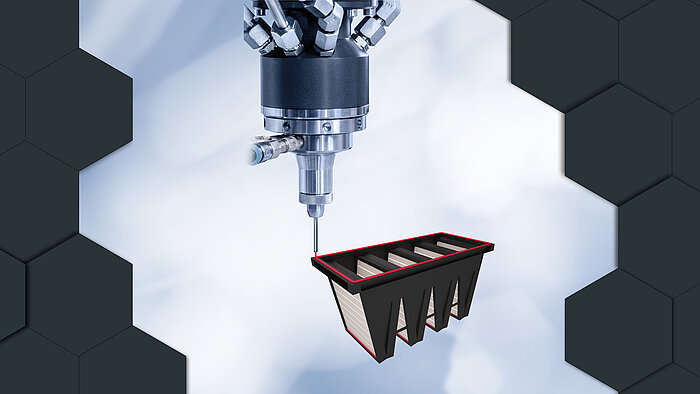
Electromobility Sealing Systems
Sealing systems for maximum safety, performance, and process stability
We’re By Your Side - 24/7
Our products and solutions accompany you throughout the day - rarely visible, yet indispensable
Global Support. Anytime. Anywhere.

At RAMPF, we are committed to delivering superior quality and services. By combining technical excellence with responsible, sustainable thinking, we deliver solutions that empower our customers to move ahead with confidence. As a dedicated partner, we work every day to push progress forward and achieve outstanding results together.
RAMPF Executive Management



Career

Whether you join us as an apprentice, intern, entry‑level colleague, or seasoned professional – at RAMPF, you will find an environment that offers international perspectives and a wide range of development opportunities.